
Kunststof producten zijn er in allerlei vormen en maten. Sommige producten zijn eenvoudig van vorm, zoals een bloempot of een plastic lepel. Vaak zijn producten complex qua vorm, denk onder andere aan kunststof onderdelen voor auto’s. Voor ieder kunststof product is een aparte matrijs gemaakt. Een matrijs is een complex en kostbaar gereedschap. Het kan zelfs voorkomen dat de prijs van een matrijs hoger is dan die van een spuitgietmachine.

Het rode vlak in de matrijs is kunststof. De twee halve cirkels zijn de twee kunststof producten, deze matrijs wordt ook wel een tweevoudige matrijs genoemd. De ruimte van één product heet de productholte. Bij het begin van het aanspuitkanaal zit een komvormige uitsparing, ook wel radius genoemd. De spuitneus van de machine past in deze radius.
In de afbeelding is een aanspuitkanaal te zien, dit is een vulkanaal die conisch van vorm is. Dit wordt ook wel runnerkanaal genoemd. De aanspuiting is dus het kunststof gedeelte dat nodig is om de productholte(n) te vullen. De aanspuiting is dus geen onderdeel van het product. Direct na het inspuiten koelt de warme massa af. Als het product, met de aanspuiting voldoende vormvast is, kan de matrijs worden geopend. Daarna kan het product worden uitgenomen of uitgestoten.
Matrijskrimp
Het kunststof in de matrijs krimpt bij afkoeling. Deze krimp gaat nog door nadat het product is ontvormt uit de matrijs. Door deze krimp wordt het uiteindelijke product kleiner dan de productholte van de matrijs. Bij het maken van de matrijs is het erg belangrijk dat goed rekening wordt gehouden met deze krimp, met name ook dat verschillende kunststoffen veelal een verschillende krimp hebben.
Een matrijs is eigenlijk een soort vorm. Met ontvormen wordt bedoeld dat het product uit de matrijs wordt gehaald. Op het moment dat de matrijs opent, moet het product los komen uit de voormatrijs en vast blijven zitten op de achtermatrijs. Als het product afkoelt en krimpt, gaat deze losser zitten in de voormatrijs.
Tegelijkertijd blijft het product, wegens krimp, vast op de kern van de achtermatrijs zitten, Als de matrijs openloopt gaat het product mee met de achtermatrijs. Om het product goed en onbeschadigd te kunnen ontvormen is de machine samen met de matrijs uitgerust met een uitstootmechanisme. In afbeelding 1 zijn meerdere uitstootpennen te zien.
Matrijslossing
Bij het maken van een ontwerp van de matrijs is het belangrijk rekening te houden met lossing van de producten. Het is gebruikelijk om de productholte in zowel de voormatrijs, als de achtermatrijs iets conisch te maken.. De schuinte die de matrijs heeft, in de sluitrichting, heet de lossinghoek. Door deze lossinghoek lost het product gemakkelijk uit de voormatrijs. De lossinghoek op de achtermatrijs is aangebracht om het product zonder beschadigingen te kunnen ontvormen. Het ontwerp van het product bepaald of een product gemakkelijk of moeilijk lossend is. Ook de gebruikte grondstof is van belang als het om lossing gaat. Een bros materiaal als PMMA scheurt of breekt gemakkelijk. Daarom is er voor dergelijk materiaal een optimale lossing nodig. Voor een meer elastisch materiaal is minder lossing benodigd.
Het matrijsoppervlak
De spuitgietmatrijs is samengesteld uit verschillende onderdelen. Meestal wordt voor de vormplaten een speciale staalsoort gebruikt, die een hoge vlaktedruk kan verdragen. De productholte wordt vaak uit een speciaal staal gemaakt en zijn meestal gehard. Het staaloppervlak dat het product vormt, is speciaal bewerkt. Meestal is dit oppervlak egaal en glad gepolijst. Als er op dit oppervlak een beschadiging zoals een krasje komt, zie je dit altijd terug in het product.
Bij een glad gepolijst oppervlak is elke productafwijking zoals inval of een vloeinaad goed zichtbaar. Daarom wordt voor sommige producten het matrijsoppervlak met opzet iets ruw gemaakt. Dan is het productoppervlak niet glanzend, maar heeft het een matte structuur, dit heet het textureren van de matrijs.
Ontluchting van de matrijs
Als kunststof wordt ingespoten, drukt de warme massa de aanwezige lucht voor zich uit. Vooral als de smelt snel wordt ingespoten zal de lucht sterk worden samengeperst. Als deze lucht niet snel genoeg kan ontsnappen geeft dit allerlei problemen.
De lucht ontsnapt gedeeltelijk langs de uitstootpennen en kernen of schuiven. Om restant van de lucht de mogelijkheid te geven om te ontsnappen, is de matrijs voorzien van ontluchtingskanalen. Deze ontluchtingskanalen liggen op het deelvlak van de matrijs.
De matrijskoeling
Bij het spuitgieten moeten na het inspuiten, de producten zo snel mogelijk worden afgekoeld. Daarom is de matrijs voorzien van speciale koelkanalen. Door deze kanalen stroomt water. Dit water voert de overtollige warmte zo snel mogelijk af. Direct bij het inspuiten raakt de warme massa de koude wanden van de productholte. De massa begint dan direct al af te koelen en vormt een koud laagje.
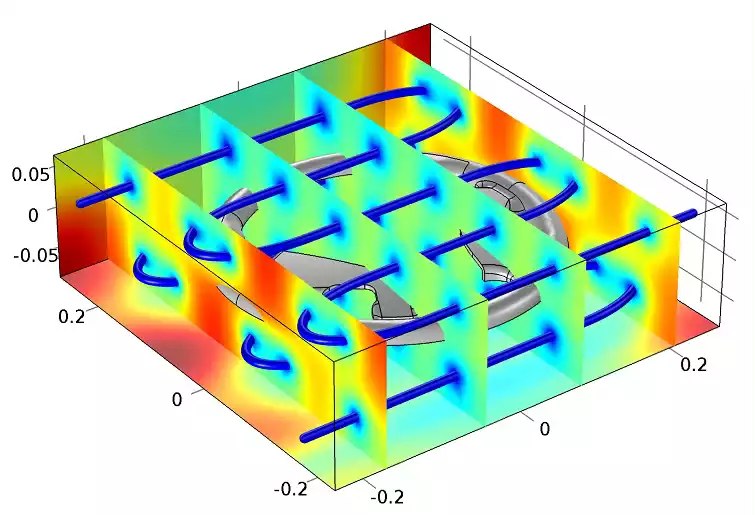
Afbeelding 2 – Simulatie van de koeling van een product
Kunststoffen hebben een lage warmtegeleidingscoëfficiënt. Dit betekent dat de warmte slecht wordt doorlaten, daardoor zijn ze een goede isolator. Bij het inspuiten is dit gunstig, omdat de massa gelijkmatig van temperatuur blijft kan de massa gemakkelijker worden ingespoten. Voor het koelen is dit een nadeel. Het product blijft hierdoor in het midden immers langer warm. Daardoor moet er bij dikkere producten een langere koeltijd worden toegepast. De snelheid van afkoelen is afhankelijk van de wanddikte van het product, temperatuur van matrijs en kunststof, het type kunststof en het materiaal van de matrijs.



